
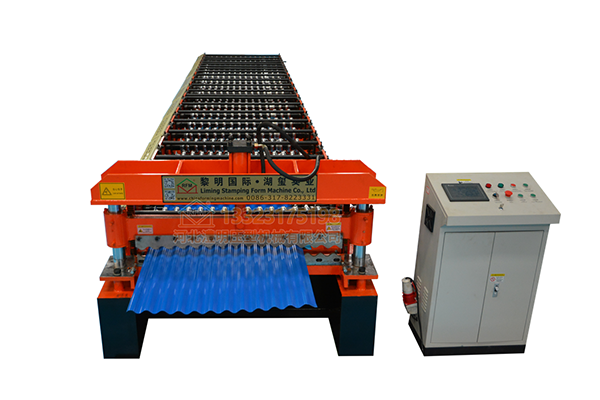




单层压瓦机运行振动过大的加固调整方案
一、振动过大的常见原因
压瓦机在运行中出现异常振动,通常是以下几个因素叠加导致:
机身底座松动或不平:地脚螺栓未紧固、底座与地面接触不实、地面强度不足
压辊轴系精度下降:压辊弯曲、轴承磨损、轴承座松动、上下辊平行度超差
传动系统问题:皮带或链条张紧不当、链轮/皮带轮磨损、电机与减速机对中不良
加工材料问题:来料弯曲度过大、材料厚度不均、材料跑偏拉扯
压辊间隙设置不当:间隙过小导致咬入冲击过大,间隙过大产生跳动
二、加固调整方案
1.机身底座的加固与找平
底座是整台设备的根基,根基不稳会放大所有振动源。
操作步骤:
检查地脚螺栓:用扳手逐一检查所有地脚螺栓是否松动,松动的螺栓按厂家规定扭矩重新紧固
检查底座与地面接触:用塞尺检查底座底面与地面之间是否有空隙。若有空隙,说明底座已变形或地面不平
底座灌浆找平:
松开地脚螺栓,将底座整体抬起约5-10mm
在底座下方灌注较高强度无收缩灌浆料
用水平仪校准底座水平度,要求纵向和横向水平度均不大于0.1mm/m
待灌浆料全部固化后(一般24-48小时),重新紧固地脚螺栓
增设防振垫铁:对于振动特别严重的设备,可在底座与地面之间加装防振垫铁或减振橡胶垫,厚度10-20mm
加固效果验证:完成后,在空载运行时用测振仪测量底座四个角点的振动速度,应无明显差异且数值低于2mm/s。
2.压辊轴系的调整与校正
压辊系统是振动的直接发生部位,也是最需要优良调整的部分。
操作步骤:
检查压辊直线度:
用百分表测量每根压辊的径向跳动,要求跳动量不大于0.05mm
若跳动超标,需检查压辊是否弯曲或两端轴承是否磨损
校正上下辊平行度:
用游标卡尺测量上下辊两端间隙,要求两端间隙差值不大于0.05mm
若差值超标,通过调整轴承座下方的垫片来校正——间隙大的一侧增加垫片,间隙小的一侧减少垫片
调整后锁紧轴承座螺栓
检查并调整轴承间隙:
用手盘动压辊,感觉是否转动顺畅,有无卡滞或明显间隙
对于可调轴承,按厂家要求调整轴向和径向间隙
轴承磨损严重(有明显径向晃动或转动异响)的直接更换
紧固轴承座螺栓:检查所有轴承座固定螺栓,按对角线顺序依次紧固,防止因紧固不均导致压辊偏斜
3.传动系统的检查与调整
传动系统的不平衡会以周期性冲击的形式传递到整机。
操作步骤:
检查电机与减速机对中:
用百分表或激光对中仪检查电机轴与减速机输入轴的同轴度
允许偏差:径向不大于0.1mm,端面不大于0.15mm
偏差超标时,松开电机地脚螺栓,在电机底座下加减垫片进行调整
调整皮带张紧(皮带传动型):
用手指按压皮带中部,按压距离约15-20mm时感到明显阻力,说明张紧合适
皮带过松:松动时会产生打滑和周期性抖动,需调大中心距或更换皮带
皮带过紧:过紧会加大轴承负荷并产生额外振动,需适当放松
注意:多根皮带同时使用时,要求长度一致、新旧相同
调整链条张紧(链条传动型):
检查链条下垂量,一般要求下垂量为链轮中心距的1%-2%
链条过松:通过调整张紧轮或移动电机座来张紧
链条过紧:适当放松,避免过度拉紧导致链轮轴承损坏
检查链轮磨损:若链轮齿形已磨尖或出现明显台阶,需成对更换
检查联轴器:
检查联轴器螺栓是否松动,橡胶弹性体是否老化开裂
松动的螺栓重新紧固,损坏的弹性体或联轴器及时更换
4.压辊间隙的优化设置
间隙设置不当会直接导致冲击性振动。
操作步骤:
按材料厚度重设间隙:
压瓦机上下辊之间的间隙一般应略小于或等于材料厚度
间隙过大:材料在辊缝中跳动,产生周期性冲击
间隙过小:咬入瞬间冲击力大,且电机负荷加重
均匀调整:调整间隙时,两端同步调节,保持两端读数一致
试车验证:调整后先用废料试压,观察振动是否减轻,切口是否整齐
