
信息动态
MORE2026-04-22
2026-04-22
2026-04-22
2026-04-22
2026-04-22
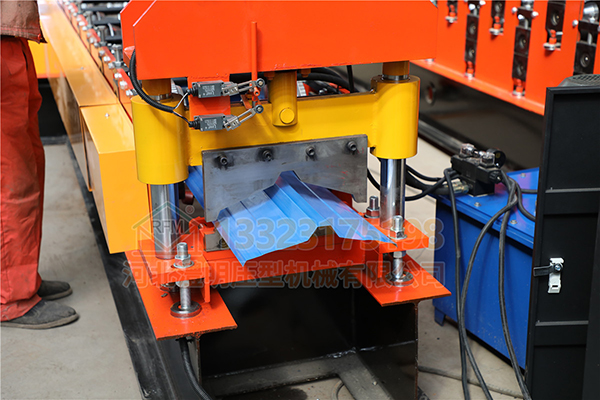

产品名称:伺服送料屋脊瓦成型机
产品概述
【伺服送料屋脊瓦成型机】一对一于将彩涂钢板、镀锌板等金属卷板,经开卷、校平、伺服送料、冷弯成型、定尺切断等工序,连续加工为彩钢屋脊瓦及配套包边型材。该设备的核心优势在于采用伺服送料系统替代传统机械或变频送料方式,通过伺服电机驱动送料辊,配合旋转编码器反馈,实现闭环控制的细致定长送料。伺服送料系统大幅提高了定尺精度,减少了材料浪费,特别适合对屋脊瓦长度一致性要求较高的批量生产场景。
设备组成
液压开卷机或手动开卷架,配备涨缩卷筒与制动装置
导向校平装置,用于取消卷材应力并保护进料平直
伺服送料系统,为核心送料驱动单元
多道次冷弯成型主机,为核心轧辊组,按屋脊瓦截面定制
液压或气动定尺切断机构
成品托料架或接料台
电控操作系统,含PLC与触摸屏
加工能力
适用材料:彩涂钢板、镀锌板、铝合金板
适用厚度:0.3至0.8毫米
成型速度:8至15米每分钟
送料精度:伺服控制,误差小于正负0.5毫米
剪切精度:长度误差为正负1毫米每10米
成型宽度:按屋脊瓦展开宽度定制,常规为200至600毫米
伺服送料系统核心优势
送料精度好
伺服送料系统采用伺服电机驱动送料辊,配合高分辨率旋转编码器实现闭环控制。送料长度由控制系统准确计算脉冲数量,不受材料厚度波动影响,长度控制精度显著高于传统机械定尺或变频送料方式。
响应速度适宜
伺服电机具有速度适宜启停特性,送料与停止动作干脆利落。在频繁启动停止的定长送料工况下,伺服系统响应优势明显,可效果优良缩短单个生产节拍时间。
调节便捷
需调整屋脊瓦生产长度时,操作人员在触摸屏上输入目标长度数值即可,系统自动计算并执行,无需人工调整机械限位或感应开关,换型效率好。
运行平稳
伺服电机输出扭矩平稳,送料过程中速度均匀无冲击,有利于保持板材表面涂层不受损伤,同时减少送料过程中的抖动,为后续成型工序提供稳定进料。
节能降耗
伺服系统仅在送料时消耗电能,待机或停止状态下基本不耗电。与持续运转的变频电机相比,长期运行可节约电能消耗。
核心特点
伺服送料细致控制
本设备最核心的特点在于伺服送料系统。与传统机械定尺或变频送料方式相比,伺服送料将长度控制精度提升至正负0.5毫米以内,特别适合对屋脊瓦长度一致性要求较高的批量生产,效果优良减少因长度偏差导致的废品和现场裁切。
成型质量好
轧辊经细致加工与热处理,配合伺服送料的平稳进料,成型后屋脊瓦表面光洁、折角清晰、两侧对称。多道次逐步成型确认截面形状准确,角度偏差小。
角度可调或可定制
屋脊瓦的角度需与屋面坡度匹配。本设备可按用户常用角度定制轧辊,或设计为可调角度机构,在确定范围内适应不同坡度的屋面需求。
运行稳定
机架采用加厚钢板焊接并时效处理,轧辊轴采用较高强度合金钢。整机刚性充足,伺服送料系统运行平稳无冲击,确认长尺寸屋脊瓦全程成型一致。
切断联动细致
切断机构与伺服送料系统实现细致联动控制。送料到位后切断指令即时发出,切口位置准确,两端长度一致,满足安装对接要求。
操作便捷
设备采用PLC与触摸屏控制,伺服送料参数、长度设定、生产数量等均可通过触摸屏设置。可存储多种规格多个地区,换型时调用即可,操作简单。
适用型材类型
伺服送料屋脊瓦成型机可生产多种屋面收边配件,除标准屋脊瓦外,还可配置不同轧辊生产以下型材:
标准屋脊瓦
倒V形截面,角度90至150度,两侧带折边,适用于各类坡屋面。
圆弧屋脊瓦
顶部呈圆弧形过渡,外观更柔和,适用于对建筑外观有要求的住宅或商用项目。
平板屋脊瓦
截面较平缓,适用于小坡度屋面或特定设计要求。
配套包边型材
可配置轧辊生产檐口包边、山墙包边、泛水板、滴水线等屋面收边配件。
典型应用行业
钢结构厂房屋面收边系统批量生产
活动板房及临时建筑屋脊覆盖
民用住宅坡屋面装修
仓库及物流中心屋面配件
彩钢瓦配件加工企业
对屋脊瓦长度精度有较要求的工程项目
出口订单及优良项目的配套生产
工作流程
彩涂卷材上料→开卷放料→校平导向→伺服送料(细致定长)→多道次冷弯成型(屋脊瓦截面)→定尺切断→成品出料接料
可选配置
送料与加工类
精度适宜伺服送料系统,进一步提高定尺精度
冲孔装置,伺服控制孔位,用于加工安装孔
自动涂油或覆膜装置,保护彩涂板表面涂层
压花装置,用于增加表面纹理
辅助功能类
变频调速系统,适应不同材料与厚度
双收料平台,交替卸料减少停机等待
成品自动码垛与计数装置
长度检测与反馈系统,闭环控制进一步提精度适宜
开卷方式类
手动开卷架:结构简单,经济实用
液压开卷机:自动涨缩与制动,操作省力
角度调节类
固定角度型:按特定角度定制,成型稳定
手动可调角度型:通过调节装置改变成型角度
数控可调角度型:触摸屏输入角度数值,自动调节到位
伺服送料与传统送料方式对比
传统机械定尺方式通过机械挡块或感应开关控制送料长度,精度受限于开关响应时间和机械惯性,长度误差一般在正负2至3毫米每10米,且调节不便。变频送料方式虽有实际效果为主,但仍受电机响应速度和编码器精度限制。伺服送料系统采用闭环控制,直接准确控制送料辊转动圈数与角度,长度误差可控制在正负0.5毫米以内。同时,伺服送料系统的参数化调节方式大幅简化了换型操作,操作人员只需在触摸屏上输入长度数值即可,无需调整任何机械部件。
屋脊瓦生产配套说明
屋脊瓦通常与屋面板配套使用,建议用户在采购伺服送料屋脊瓦成型机时,同步考虑与屋面板的匹配关系。
角度匹配
屋脊瓦的角度应与屋面坡度对应。常见屋面坡度对应的屋脊瓦角度:坡度10度时屋脊角度约170度,坡度20度时约150度,坡度30度时约130度,坡度45度时约100度。
宽度匹配
屋脊瓦两侧折边的宽度应能覆盖屋面板波峰并留有足够固定边,一般折边宽度为30至50毫米。
颜色匹配
建议屋脊瓦与屋面板选用相同色系和涂层类型的彩涂板,确认屋面整体色彩一致。
设备选型建议
用户可根据自身生产特点选择合适的设备配置。
标准伺服配置适用于常规厚度屋脊瓦的批量生产。采用伺服送料系统、液压开卷机及多个地区存储功能,送料精度好,生产效率好,性价比适中。
精度适宜伺服配置适用于对屋脊瓦长度精度有严格要求的场景。配备较高分辨率的伺服系统及长度反馈装置,精度等级较高,适合出口订单或优良项目。
可调角度伺服配置适用于需要生产多种角度屋脊瓦的加工场景。配备手动或数控角度调节机构,配合伺服送料系统,一套设备覆盖常用角度范围,同时保护长度精度。
全功能伺服配置适用于产品规格多样、对自动化程度有较要求的生产场景。配备伺服送料、数控角度调节、自动冲孔及全数控系统,实现长度、角度、孔位的多方面数字化控制。
维护与保养要点
定期检查轧辊表面有无磨损或划伤,及时清理残留物
按规定周期对轴承、齿轮、传动链条等部位加注润滑脂
定期检查伺服电机的运行状态及编码器连接
检查切断刀片刃口,磨损后及时更换或修磨
对于可调角度机型,定期检查角度调节机构的灵活性与定位准确性
定期检查电气线路、传感器及伺服驱动器,确认信号传输正常
定期备份PLC及伺服驱动器参数
清理设备内部废料碎屑,保持清洁
长期停机时对轧辊表面做清洁与防锈处理
配套服务
可按用户屋面坡度及截面要求定制轧辊曲线
提供设备基础施工指导与现场安装调试
伺服系统操作与维护培训
长期供应轧辊、切断刀片、隔套等易损件
提供伺服系统软件升级服务
提供屋脊瓦成型工艺咨询
支持已有屋脊瓦设备的伺服送料改造评估
